Introduction
The Positive Seal Coupling System (Mechanical Connector) was developed in 1979 and first patented in 1982. The current Coupling System design, patented in 1998, is the result of extensive mechanical and metallurgical re-engineering, finite element analysis, and laboratory testing.
This Coupling System is a high strength, cost-effective alternative to welding for joining NPS 2” through 12” line pipe. Originally developed for use joining internally coated pipe-it eliminates the need for internal girth weld coating repair necessitated by the coating weld burn. The Coupling is suitable for bare pipe as well. Pipe wall thickness Schedules up to 160 and all API 5L “X” Grades plus CRA line pipe can be accommodated.
Pipeline construction time is significantly reduced and the Positive Seal connection (Mechanical Connector) required no x-ray or the post-connection inspection. Minimal pipe end preparation is required. The is no ID size restriction to product flow or pigging operations, no loss of pipe length during makeup, and no stress fatigue or cracking of pipe ends.
The Positive Seal Coupling (Mechanical Connector) connection has 100% pressure, stress, and load capability under ANSI/ASME Piping Codes B31.3, B31.4, B31.8, and under CAN/CSA – Z183, Z184, and complies with the requirements of U.S. Department of Transportation 49 CFR Parts 192 and 195.
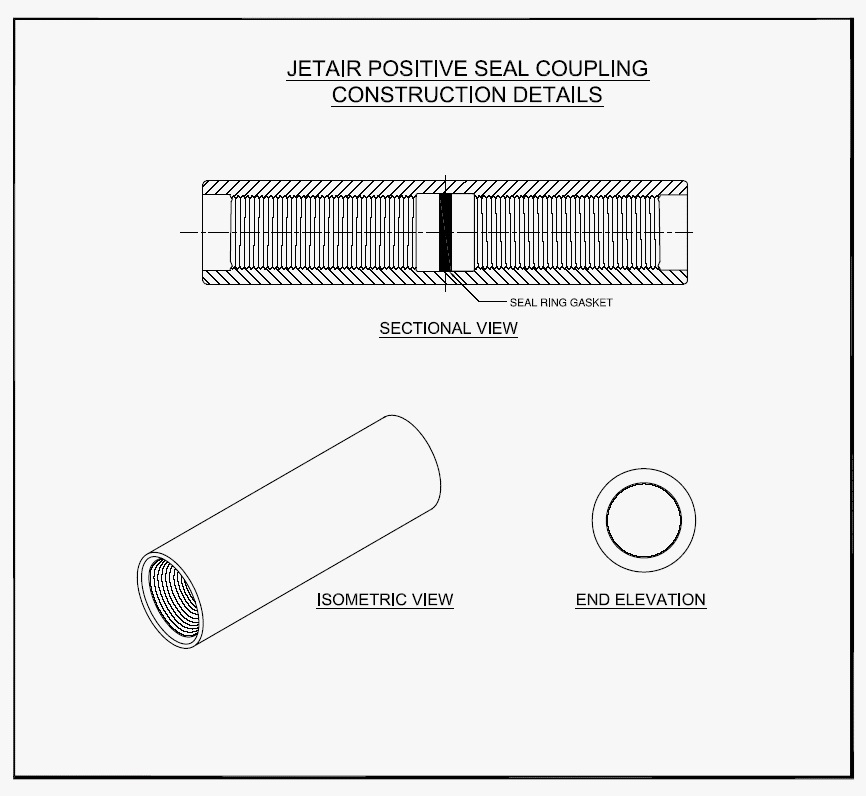
The Positive Seal Coupling System is a press-on mechanical metal-to-metal interference fit and features a mechanical coupling with finely machined internal serrations. The tapered interference internal surface of the mechanical coupling is machined smaller than the OD of the line pipe it is designed to join.
This controlled interference fit, in conjunction with the serrations on the internal surface of the mechanical coupling, produces a connection that exceeds the minimum yield specifications of the pipe itself.
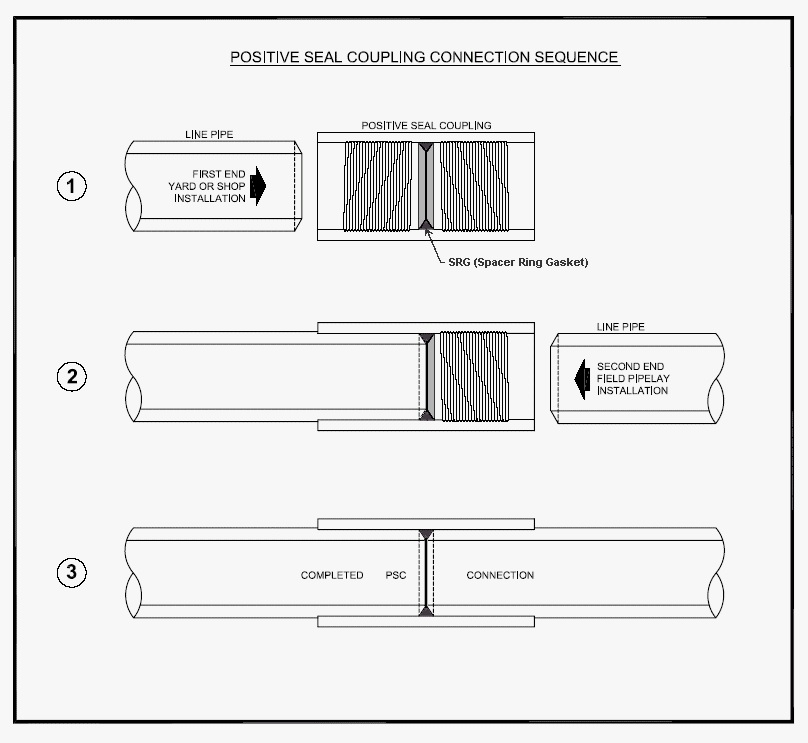
Before the pipe ends are connected, a lubricant/sealant, normally a specially formulated epoxy, is applied to the outside surface of the pipe ends and the internal surface of the Coupling. Using the patented Positive Seal Field Joining Unit, the pipe is then hydraulically pressed into the Coupling to a pre-marked insertion dept—one half of the Coupling length—producing a connection with a metal-to-metal seal. The epoxy serves as a lubricant—preventing metal galling during mechanical coupling installation — and cures to form a secondary seal around the pipe ends and throughout the Coupling-to-pipe interfacial surface. A shaped Seal Ring Gasket is also used between the pipe ends primarily to serve as a bumper to prevent pipe-end abutment damage. As an added feature, the energized gasket does form a redundant seal in the pipe connection.
Since no overlapping of pipe ends takes place with the Positive Seal Coupling System each joint retains its original length. “Bell and spigot” joining methods can reduce pipe up to one foot per connection just in insertion depth alone, as well as reducing line pipe ID, with a resulting reduction in flow characteristics. Those techniques also “cold work” the pipe ends which produces longitudinal stress risers in the “bell” as a result of the swedging operation. The stress risers cause the loss of expensive pipe due to “split ends” and increase the chances of sulfide stress cracking and corrosion.
The Positive Seal Coupling System (PSC) was first developed in 1979. The current patented design is a cost-effective alternative to welding when it comes to joint coupling. High in strength with extensive mechanical and metallurgical re-engineering, the current design offers various applications. Hence, the Positive Seal Coupling system is one of the most effective mechanical pipe coupling types which saves considerable pipeline construction time.