Research and development
Positive Seal Coupling/Mechanical Connector as an interference fit connector, is permitted by main pipeline industrial codes, i.e. ASME B31.8. ASME B31.4 and DNVGL-ST-F101. The mechanical connector is defined by the code as any component, except flanges, used for mechanically joining two sections of pipes. PSC’s utilizes external compression forces to create a uniform attachment between the pipe wall and sleeve. The pipe holds together by the mechanical connector using friction forces and the friction is further enhanced by the internal serration machined on the mechanical connector which provides extra grips.
As required by main pipeline code, the mechanical connectors are designed in such that smooth transfer of loads is made without high localized stresses or excessive deformation of the attached pipe, apart from maintaining a level of safety against failure by yielding that is comparable to that of the attached pipe (ASME B31.8 / B31.4). The main pipe shall be treated as part of the mechanical connector’s design to determine its pressure containment capacity (DNVGF-ST-F101). The primary seal of the Positive Seal Coupling system is the metal-to-metal interface of the interference fit between the internal surface of the mechanical connector and the external surface of the line pipe. A liquid epoxy lubricant is applied to the internal surface of the PSC and to the external surface of the line pipe before pipe insertion to enable smooth, non-galling insertion of the pipe end into the mechanical connector. A spacer ring gasket (SRG) is used between the pipe ends, as a spacer/cushion, to prevent the pipe ends from abutting each other and possibly damaging the pipe’s internal coating (if any).
Low cycle fatigue bend testing and thermal cycling from 30C (86F) to 130C (266F) were completed on 13% Chromium line pipe at Stress Engineering Services MOHR research and engineering facility. Jetair supplied two nominal 4 inch PSC connection samples, each joining two 4.5 inch OD 13 Chrome pipe pup joints. The 13Cr pipe ID had been honed out to thin the wall thickness down to 0.170 inches (4.3mm) in order to have the test pipe D/t ratio approximate that of a nominal 8-inch line pipe with a 0.315 inch (8mm) wall thickness. Both samples were of design JS5563T13Cr machined from API 5CT Grade 95 seal with Teflon seal ring in the middle of the pipes and using a high heat resistant two-part epoxy Hempel’s Hempadur 8554.

FIGURE 1: FATIGUE BEND TEST
The positive seal coupling (mechanical connector) has also been tested on 13%Cr pipe for thermal cycling. The connection had survived the thermal cyclic testing @ 130oC pressurized to 2,000psi (13.8MPa). The fatigue bend testing concluded that the connection is capable to sustain 100 full cycles (230m radius) at bending stress of 21,200psi with an internal pressure of 2,000psi without any visible failure.

FIGURE 2: THERMAL CYCLIC TEST
Offshore and onshore pipelines installation relies heavily on the tension forces exerted on the main pipe to maintain the pipeline as laid profile in order to prevent pipe buckling especially on the over bend. It is, therefore, crucial to understand the maximum axial load capacity of the Positive Seal Coupling (Mechanical connector) connection, in order to design a pipe, lay system that is suitable.
From testing conducted on 8” x API 5L X42,12.7mm wall thickness PSC connection, the axial failure load occurs at 229MT, which is about 382% more than the maximum pipe laying tension forces anticipated.

FIGURE 3: AXIAL LOADING TEST SETUP
In 2018, Jetair contracted Stress Engineering Services Inc to perform internal pressure burst test on a 6.626” API 5L PSL-2 Grade X-60 PSC. The sample was prepared with a leak detections system as per ISO 13679-2002. The procedure outlined in the report and required increasing internal pressure until leakage or burst. The test was completed with no leakage from the mechanical coupling. The pipe body ruptured with a maximum pressure of 10,125 psi.
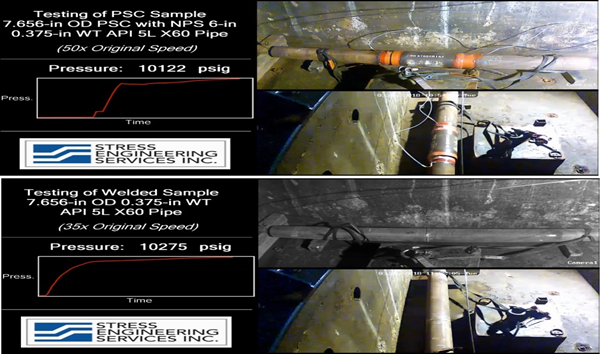
Figure 4. Test burst PSC connected pipe vs welding pipe
The mechanical connector-PSC has been tested for increase axial tension until load can no longer be maintained. The test was completed with the Pipe pulling out of the coupling at 440 kips.
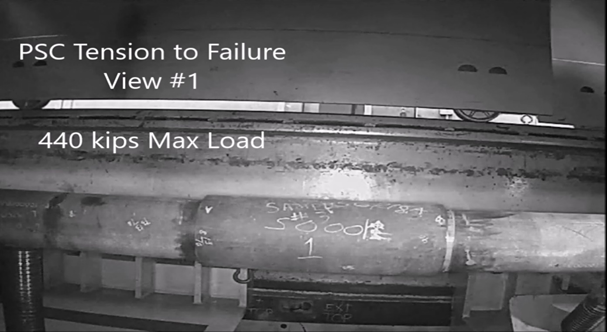
Figure 5: Axial tension